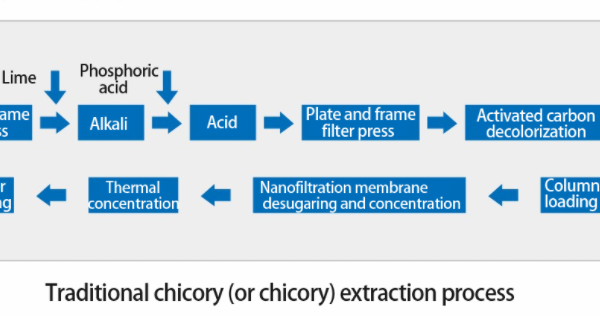
Aree di applicazione: Recupero dell'etanolo dall'eluente della colonna di resina nell'industria della fermentazione biologica, sostituendo il tradizionale processo di evaporazione e riducendo i costi di produzione.

Senza categoria
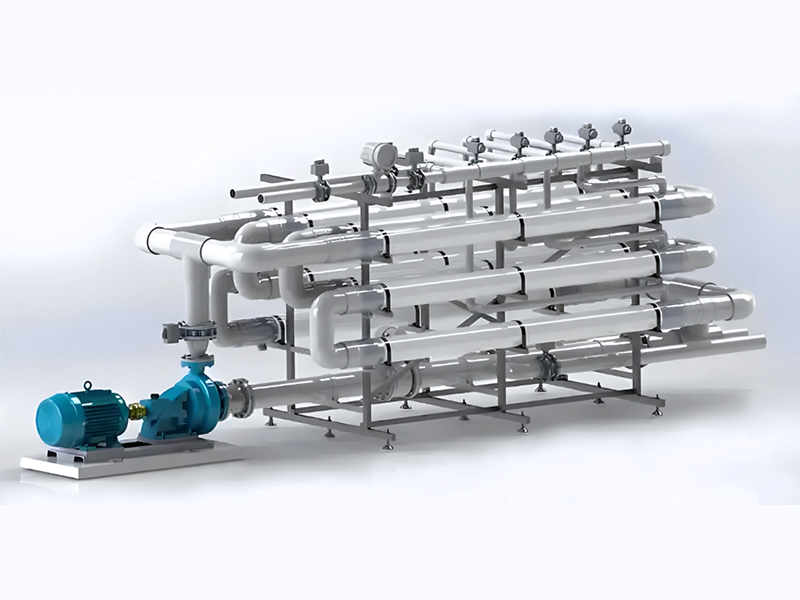
concentrazione a membrana e dealcolizzazione
Apparecchiature applicabili: sistema di concentrazione e dealcolizzazione a membrana
Caratteristiche:
Basso consumo energetico (circa 62 gradi di elettricità per tonnellata di acqua)
Nessuna perdita di volatilizzazione dell'etanolo, alto tasso di recupero